Deep Draw Stamping Design Guidelines
Key Design Principles For Successful Deep Drawing
Dievestigation Important Considerations When Designing Deep Drawn Parts

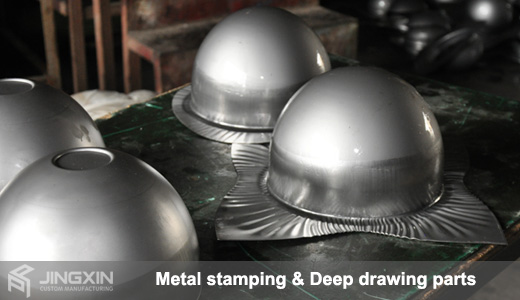
Deep Draw Metal Stamping Deep Draw Stamping Company
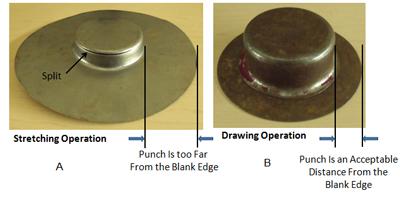
Dievestigation Draw Or Stretch That Is The Question
Metal Stamping And Die Design Deep Drawing Machinemfg
How To Design A Deep Drawn Part Mubion

Stamping processes the operations associated with stamping are blanking piercing forming and drawing.
Deep draw stamping design guidelines.
Stamping Journal May June 2019 Fundamentals And Applications Of Deep Drawing Part I

Sheet Metal 03 Deep Drawing Youtube
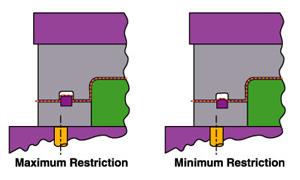
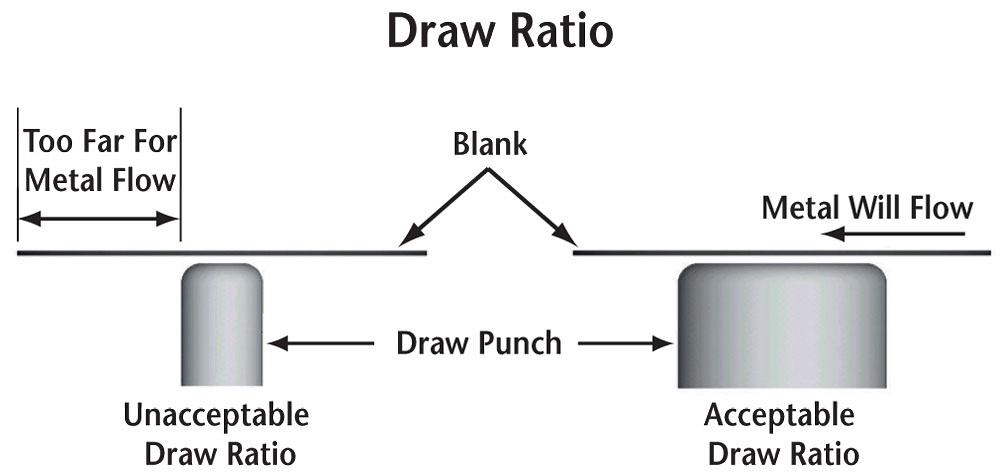
Controlling Flow And Obtaining Stretch In Deep Draw Operations

Deep Draw Forming And Metal Stampings Rao Deep Drawn Metal Stampings Youtube

Deep Drawn Stamping Services
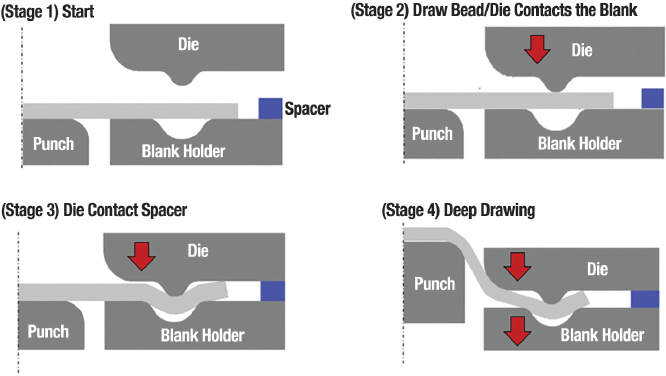
Die Science Deep Drawing Step By Step

Deep Drawing An Overview Sciencedirect Topics

Deep Drawing Metal Deep Drawing Services Toledo Metal Spinning
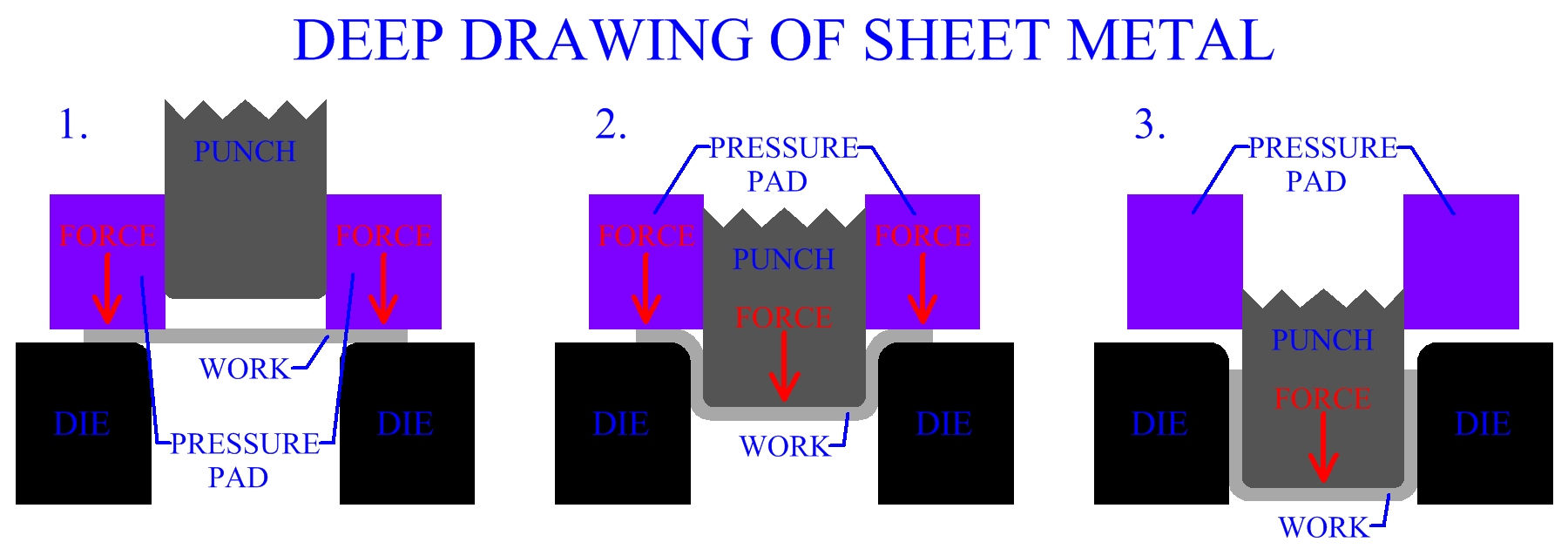
Deep Drawing Of Sheet Metal
What Is Metal Stamping Esi Engineering
Deep Draw Stamping Solutions

R D Update Design Rules For Forming Aluminum Stampings Part 1
Http Web Mit Edu 2 810 Www Files Lectures 2015 Lectures Lec6 Sheet Metal Forming 2015 Pdf

High Quality Deep Drawn Parts Enclosures Cans Stainless Steel Sheet Metal Metal Stamping Sheet Metal Fabrication

Deep Drawn Metal Stamping Capabilities And Tolerances
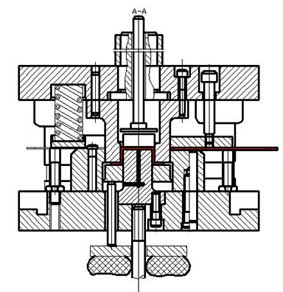
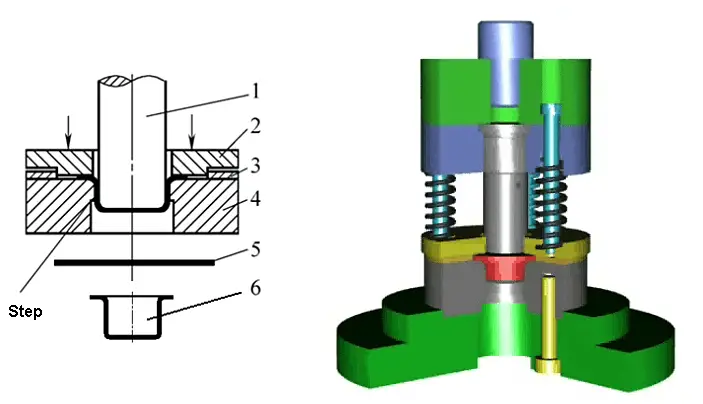
Stamping Compound Die Design And Production Overall Design Of The Mold Determine Oriented Approach
Metal Stampings Manufacturers And Suppliers In The Usa
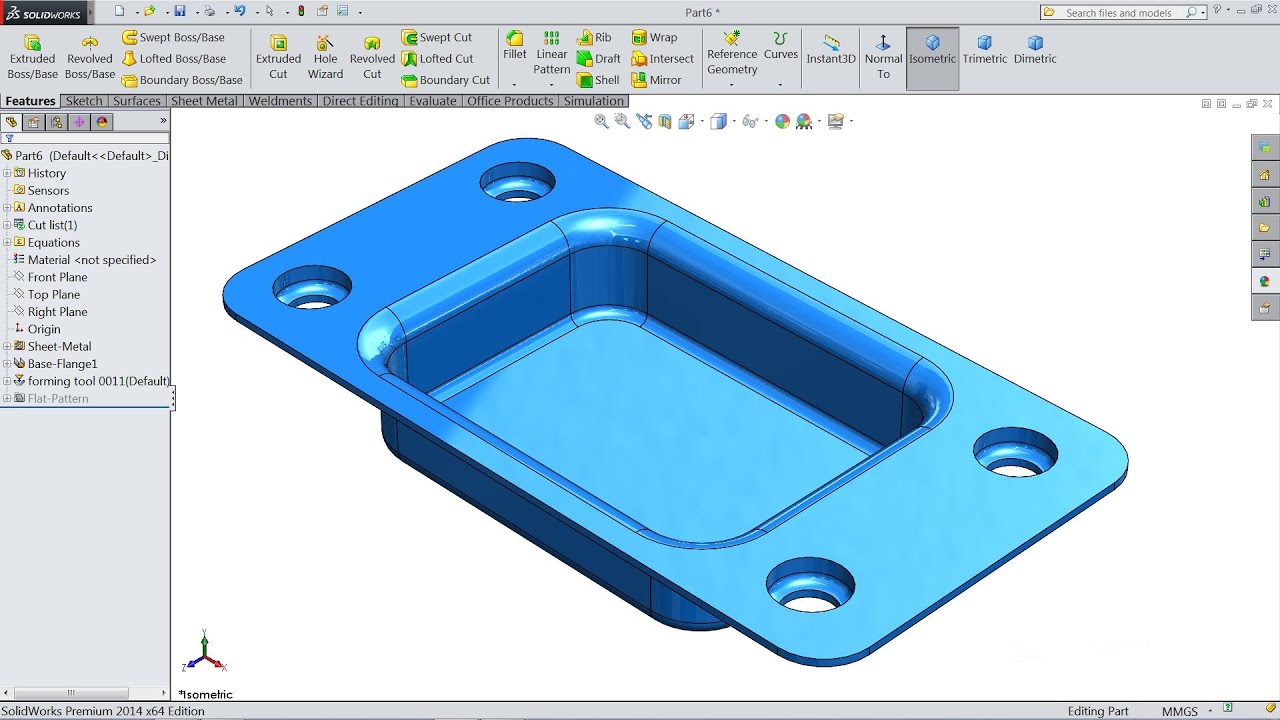
Solidworks Sheet Metal Tutorial Forming Tool Youtube
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrsqma5mtzfkeynzurnzabompqsdqkk70teovnc5labhkz5zz I Usqp Cau

Sheet Metal Design Guide Geomiq

Deep Draw Metal Stampings Formed Parts Hudson Technologies Deep Drawing Metal Stamping Drawings
Deep Drawing Metal Stamping Sheet Metal Fabrication China Factory

Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg
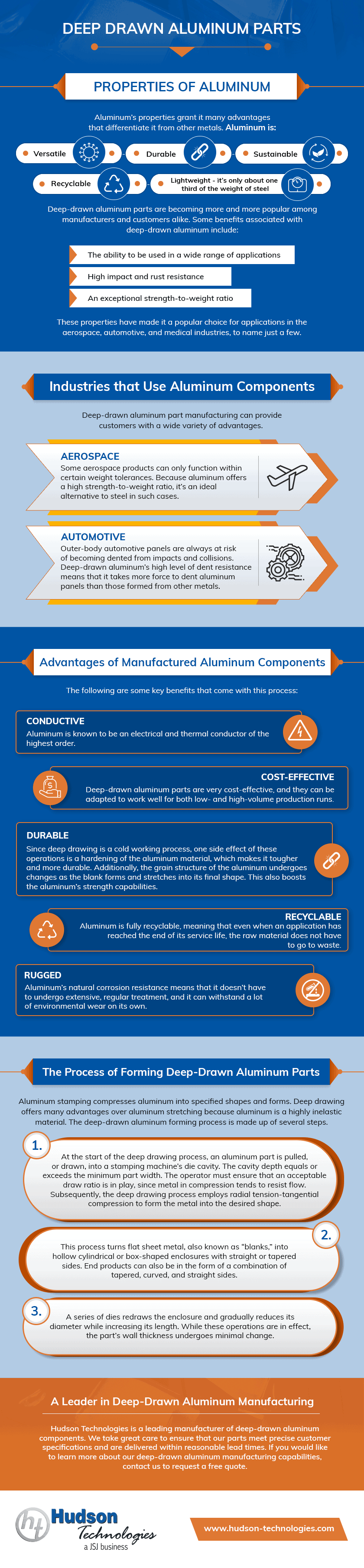
The Advantages And Process Of Forming Deep Drawn Aluminum Parts Hudson Technologies
Source : pinterest.com
